كل شيء عن قضبان الأسلاك 8 مم

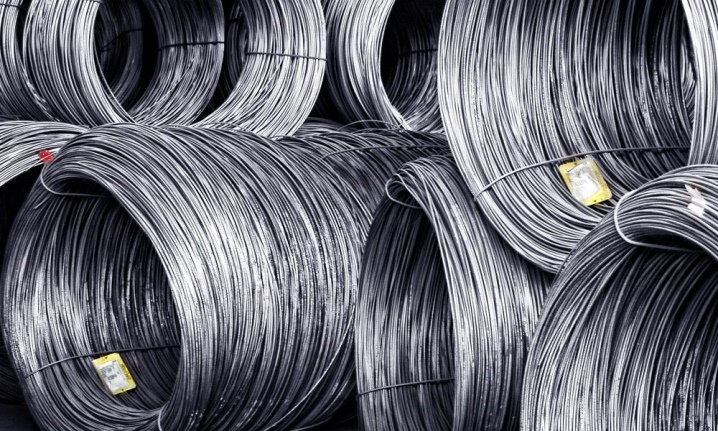
الأسلاك الملفوفة هي مادة خام جاهزة لإنتاج قضبان الأسلاك الفولاذية المجلفنة والتجهيزات والحبال والأسلاك والكابلات. بدونها ، سيتوقف إنتاج الهندسة الكهربائية والراديوية ، والمركبات الخاصة ، وبناء المنازل الهيكلية وعدد من أنواع وأنواع النشاط البشري الأخرى.


الميزات والمتطلبات
لقد زاد قضيب الأسلاك الفولاذية من القوة والصلابة ، مما يجعله أساسًا مناسبًا لإنتاج مقاطع عرضية دائرية وبيضاوية ناعمة ، وحبال ، وشماعات للكابلات النحاسية والبصرية ، والمسامير ، وأقطاب اللحام والأسلاك الملحومة ، والدبابيس ذات القطع الدائري. القسم الشائع من الأسلاك الملفوفة دائري تمامًا ، وغالبًا ما يكون بيضاويًا.
يتراوح قطر السلك الملفوف من كسور المليمتر إلى 1 سم ، والأكثر شيوعًا هو مقطع الأسلاك الفولاذية الملفوفة التي يتراوح قطرها بين 5 و 8 مم.



غالبًا ما يكون سمك الأسلاك النحاسية 0.05-2 مم ، كما يتضح من لف المحركات والأسلاك والموصلات المركزية للكابلات المحورية والكابلات متعددة النواة. يستخدم الألمنيوم بشكل أساسي كأسلاك وكابلات لخطوط الطاقة - يصل المقطع العرضي لقضيب واحد إلى سنتيمتر واحد. في الحالة الأخيرة ، يتم استخدام كبل من الألومنيوم معلق على عوازل السيراميك للوظائف. تحتوي الكابلات المعزولة والمغلفة على مقطع عرضي كافٍ لتحمل مئات وآلاف الكيلوات التي يأخذها المستهلك من محطة المحولات الفرعية.
قضبان الأسلاك ، مثل الملامح المعدنية الحديدية الملفوفة الأخرى ، مناسبة لقضبان الصواعق التي توفر الحماية من الصواعق.



في إنتاج قضبان الأسلاك ، يلتزمون بـ GOST 380-94. لا يُسمح بتصنيع قضبان الأسلاك وفقًا لـ TU للتركيبات والأسلاك. يمكن أن يتسبب قضيب السلك المكسور في انهيار مبنى شاهق (سوف ينكسر حديد التسليح ، ويتشقق الإطار الخرساني المقوى ويتحول ويصبح المبنى طارئًا) أو يتسبب في نشوب حريق (أسلاك وكابلات الألمنيوم تحت ضغط كبير). إن تجاوز الكمية المسموح بها من الشوائب ، مثل الكبريت ، سيجعل الفولاذ هشًا بلا داعٍ. لن يكتسب الفولاذ منخفض الكربون الصلابة والقوة ، على سبيل المثال ، لدق المسامير في الخشب.
تتم مراقبة هذه الميزات والعديد من الميزات الأخرى بواسطة متخصصين ، والتحقق منها وفقًا لـ GOST. يتم تنظيم وزن وقطر قضيب السلك بواسطة GOST 2590-88. يتم إنتاج الأسلاك الفولاذية بدقة عادية (C) وعالية (B) من حيث القطر والوزن. يجب ألا يزيد الشكل البيضاوي الملفوف عن نصف مجموع أقصى فرق في القطر.
لا يتجاوز انحناء السلك 0.2٪ من طوله. يتم تحديد هذا المؤشر على جزء لا يقل عن 1 متر ، يقع على مسافة تزيد عن 1.5 متر من الحافة.
يبلغ وزن 1 متر من قضبان الأسلاك الفولاذية 8 مم وفقًا لـ GOST 395 جم. بالنسبة لـ 9 مم - 499 ، بالنسبة للوزن المحدد 10 مم لمقياس الجري - 617 جم ، يجب ألا ينكسر قضيب السلك عند الانحناء 180 درجة (لف القضيب في الاتجاه المعاكس). مع ثني واحد ، لا ينبغي أن تتشكل microcracks. قطر دبوس الطاقة ، الذي يتم من خلاله فحص ثني قضيب السلك ، يساوي قطر قسمه.


كيف
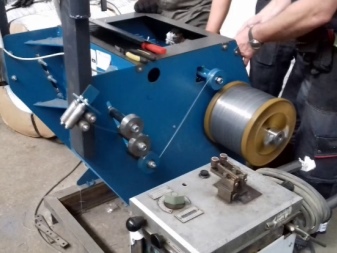
يعد إنتاج قضبان الأسلاك أحد أبسط طرق درفلة المعادن. ببساطة، سلك ملفوف - شكل دائري ، قطره ، على عكس الأنبوب ، أقل من 1 سم. ليس من المنطقي إنتاج سلك بمقطع عرضي أكبر (باستثناء التعزيزات التي يصل قطرها إلى عدة سنتيمترات): ستكون تكاليف المعادن وسبائكها مرتفعة للغاية.


يتم دحرجة القضبان على شكل قضيب طويل متعدد الأمتار على ناقل آلة دحرجة. يتم تسخين المعدن أو السبيكة وشدها ، مروراً بأعمدة التوجيه التي تحدد القسم والقطر. يتم لف قضيب السلك الأحمر الساخن على بكرة آلة اللف ، والتي تشكل ملفًا حلقيًا.
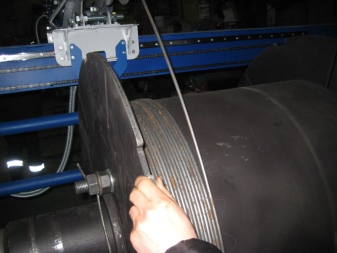
يمكن أن يؤدي التبريد المجاني إلى تليين المادة التي تم سحب قضيب السلك منها للتو. المعجل - المنفوخ أو المغمور في الماء - سيعطي المعدن أو السبيكة صلابة إضافية.
لم يتم اختبار قضيب السلك المبرد مجانًا لمحتوى كتلة الميزان. مع التبريد السريع ، وفقًا لـ GOST ، يجب ألا تتجاوز حصتها 18 كجم لكل طن من المنتج النهائي. يتم تقطيع المقياس ميكانيكيًا (باستخدام فرش فولاذية ، قاطع مقياس) أو كيميائيًا (تمرير السلك من خلال حمض الكبريتيك المخفف). يؤدي استخدام حامض الكبريتيك المركز بسرعة وسهولة إلى تقليل الحجم ، ولكنه يقلل أيضًا من المقطع العرضي المفيد لقضيب السلك.
للقضاء على تأثير تشبع المعدن بالهيدروجين ولمنع ظهور الهشاشة أثناء الحفر ، يتم استخدام أورثو فوسفات الصوديوم وملح المائدة وأملاح أخرى ، مما يبطئ التآكل المفرط للأسلاك الملفوفة أثناء معالجتها.

الآراء
الطلاء المطبق على قضيب السلك إما يتم رشه على الساخن أو بأكسيده. في الحالة الأولى ، يتم تطبيق مسحوق الزنك الساخن على الأسلاك الفولاذية ، والتي تمت إزالة المقياس (بيروكسيد الحديد) منها مسبقًا.
هذه هي الطريقة التي يتم بها الحصول على الأسلاك المجلفنة. تتطلب العملية درجة حرارة 290-900 درجة مئوية ، وتسمى منتشر.

يتم تطبيق الزنك أيضًا عن طريق أنودة ، إذابة ملح يحتوي على الزنك ، على سبيل المثال ، كلوريد الزنك ، في إلكتروليت. يتم تمرير تيار ثابت من خلال التكوين. يتم إطلاق طبقة من الزنك المعدني على الكاثود ، وعلى الأنود - في هذه الحالة ، الكلور ، والذي يتم تحديده بالرائحة في ظروف المختبر. يتم أيضًا طلاء الألمنيوم بالنحاس (لحفظ النحاس) عن طريق الأنودة. نطاق تطبيق موصلات الألمنيوم النحاسية هو كبلات الإشارة لأنظمة التيار المنخفض ، على سبيل المثال ، شبكات الأمن وأنظمة إنذار الحريق والمراقبة بالفيديو.
تتضمن الطريقة الباردة وضع طبقة واقية على قضيب السلك الذي تم إزالة الترسبات منه للتو. تعمل تركيبة البوليمر (العضوية) كأساس ، لكن مثل هذا السلك يخشى ارتفاع درجة الحرارة فوق عدة عشرات من الدرجات فوق الصفر.

تسمح الطريقة الديناميكية للغاز بجلفنة منتج مصنوع من الفولاذ بأي شكل. يعتمد مبدأ عملها على تدفق تفوق سرعة الصوت للغاز المطبق بالرش.
الجلفنة بالغمس الساخن هي أفضل طريقة. سيستمر الشريط المجلفن بالغمس على الساخن لفترة أطول بكثير من نفس المنتج الذي تتم معالجته بطرق أخرى. لهذا الغرض ، يتم وضع قضيب سلكي أو أي منتج آخر في حمام يذوب فيه الزنك. بعد الاستخلاص ، يتأكسد الزنك ، ثم يضاف ثاني أكسيد الكربون ، ويتحول أكسيد الزنك إلى كربونات الزنك.
في نهاية عملية الإنتاج ، يتم تسليم قضبان الأسلاك الجاهزة إلى منافذ البيع بالتجزئة أو مشتري الجملة (على سبيل المثال ، شركات البناء) أو إرسالها إلى المصانع الأخرى التي تنتج المسامير وحديد التسليح. بالنسبة للأفراد ، يتم بيع الأسلاك الملفوفة بقطر أقل من 8 مم وبكميات أقل بكثير من تجار الجملة.


يتم إنتاج قضبان الأسلاك الفولاذية ، وفقًا لـ GOST 30136-95 ، كما تم قياسها وعدم قياسها وأعلى عدة مرات من القيمة المقاسة.
يتم تحديد طول القضيب من خلال تكوين الفولاذ.
بالنسبة للفولاذ منخفض الكربون ، يبلغ طول القضيب المدرفل من 2 إلى 12 مترًا: كلما قل الكربون في الفولاذ ، كلما كان أكثر مرونة. يتم إنتاج الصلب الذي يحتوي على نسبة عالية من الفحم على شكل قضبان من 2-6 م. يسمح الفولاذ عالي الكربون ، عالي الجودة ، بإنتاج قضبان من 1 إلى 6 أمتار.














تم إرسال التعليق بنجاح.