أزاميل الأقفال: الغرض ونصائح للاختيار

تتطلب بعض الوظائف أداة خاصة مصممة للتأثير الميكانيكي بقوة تدميرية. مثل هذا الجهاز هو إزميل. سيتم مناقشته في المقال.

ما هذا؟
إن إزميل Locksmith هو جهاز لقطع الصدمات لمعالجة المعادن أو الحجر. وهي مصنوعة من الفولاذ الكربوني. رأس الأداة على شكل نصل.
الأداة متعددة الوظائف ، ولكنها تستخدم بشكل أساسي من أجل:
- تكسير الحجارة
- قطع المعادن
- هدم البلاط
- "قطع" رؤوس المسامير / البرشام والسحابات المماثلة ؛
- فك / شد البراغي والصواميل ذات الحواف "الملتفة".


جهاز
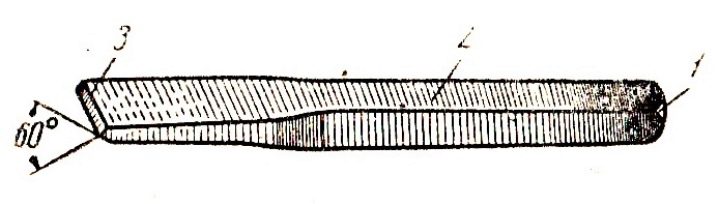
يوضح الرسم البياني جهاز إزميل النجار: 1 - رأس ، 2 - قضيب ، 3 - شفرة.
بشكل عام ، يعتبر الإزميل شريطًا مستقيمًا ، حيث يمكن تتبع شكل مستطيل أو دائري أو بيضاوي أو متعدد الأوجه. يتم شحذها من جانب واحد (شفرة العمل). الطرف الآخر مخصص لضربات المطرقة. لضمان سلامة السيد أثناء العمل ، يمكن تثبيت "فطر" واقي على الإزميل. إنه مقبض مجوف بخرزة مصنوعة من المطاط أو الخشب أو البلاستيك. ومع ذلك ، يجب ألا يغيب عن البال أن خيارات بناء الأداة فقط هي التي عادة ما تكون مجهزة بفطر واقي. على نفس الأزاميل ، كقاعدة عامة ، غائب.
شفرة العمل لها شحذ على الوجهين بزوايا قطع أولية وثانوية. لزيادة عمر شفرة القطع ، فإنها تكون باهتة قليلاً. تخضع ساق الإزميل وشفرة العمل للتصلب بالحرارة دون أن تفشل.
أنواع وخصائص
هناك حوالي 20 نوعًا مختلفًا من الأداة المعنية. دعونا نسرد أشهرهم.
- إزميل - يستخدم للعمل مع معادن غير مقواة.
- إزميل بايك - تستخدم مع الأجهزة التي تعمل بالهواء المضغوط (مطارق ذات مرفاع ومطارق).
- صليب إزميل - مزود بحافة قطع مدببة. تستخدم لكمة الأخاديد أو الأخاديد في المعدن.



- إزميل الحز - نوع فرعي من القاطع المتقاطع مع حافة القطع المتشكلة.
- إزميل حداد - مثبتة على مقبض خشبي طويل (مثل المطرقة). يسمح ذلك بإزالة اليد التي تمسك بالجهاز من المعدن الساخن. لا يستبعد استخدام المعدن البارد للقطع.
- إزميل سكاربيل - جهاز أكثر حدة مقارنة بالموديل التقليدي ، يستخدم للعمل بالحجارة. شفرة العمل لهذا الخيار مشابهة للشفرة. يساعد على صقل الحجر ، ويستخدم بشكل رئيسي من قبل النحاتين. تم تجهيز الأداة بفطر مطاطي يحمي السيد ليس فقط من الضربات على اليدين ، ولكن أيضًا من تناثر الشظايا.



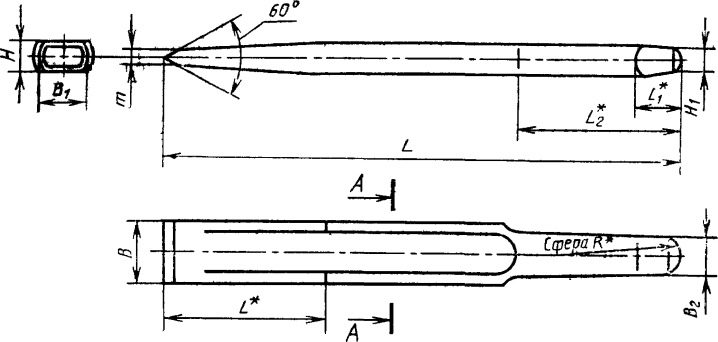
تشمل الخصائص الرئيسية للأداة نوع التثبيت والغرض منه (لمعالجة المعادن اللينة والمتوسطة الصلبة والصلبة). يؤخذ أيضًا في الاعتبار نوع الجزء المدبب أو المستقيم. يتم تصنيع الأزاميل بعدة أشكال مختلفة من الأجزاء المكونة (وفقًا لمتطلبات GOST 7211-86). تخصيص الأدوات بمقبض:
- قسم بيضاوي مسطح
- قسم بيضاوي
- قسم سداسي
- القسم الأول.



حسب نوع الجزء اللافت للنظر ، هناك خيارات لها:
- العمل المخروطي والجزء اللافت للنظر في العرض ؛
- جزء العمل المستقيم في العرض.
إذا كان الجهاز مخصصًا لقطع المعادن ، فعند إنشائه ، يتم استخدام الفولاذ الكربوني من الدرجات U7 و U8 و U9 و U7A و U8A وما إلى ذلك.إذا تم إنشاء الأداة لصخور العمل ، فإنها تتخذ خيارات هيكلية للصلب 45 ، 50 ، 50X ، والتي يمكن أن تكون مجهزة بشكل إضافي بإدخالات كربيد ، على سبيل المثال ، من Pobedit.
الإزميل بالنحاس المنتصر مناسب للعمل مع الخرسانة والمعدن والسلالات المختلفة. سيستمر هذا الإزميل لفترة أطول من الجهاز بدون لحام. كما أنها ستستمر لفترة أطول بدون شحذ.
وفقًا للمتطلبات الفنية لـ GOST ، يجب أن تتوافق صلابة الأزاميل مع معايير معينة. بالنسبة لسطح العمل بطول نصف على الأقل من حافة القطع للصفوف الفولاذية 7ХФ ، 8ХФ هذا الرقم هو 56-60 HRC. بالنسبة إلى U7A ، 8HF ، يتم توفير قيمة 54-58 HRC. بالنسبة للجزء اللافت بطول لا يقل عن مرة ونصف من نهاية الضرب لـ 7HF ، 8HF ، فإن المعيار المعمول به هو 41-46.5 HRC. أما بالنسبة إلى U7A ، 8HF ، فهنا المؤشرات في حدود 36.5-41.5 HRC.


يمكن استخدام درجات أخرى من الفولاذ لإنشاء المنتجات. الشيء الرئيسي هو أن الخواص الميكانيكية للمادة في الحالة المعالجة ليست أسوأ من تلك الخاصة بالأصناف المذكورة أعلاه.
يجب أن تحتوي الأزاميل على طبقة واقية وزخرفية. وفقًا لـ GOST 9.306 و 9.032 ، يمكن أن يكون هذا:
- أكسيد بالزيت أو فوسفات بالزيت أو كروم بسمك 9 ميكرون ؛
- سمك الكروم 1 ميكرون مع طبقة نيكل فرعية مطبقة عن طريق الاختزال الكاثودي بسمك 12 ميكرون ؛
- مجلفن بسمك 15 ميكرون بالكروم والفوسفات ، يليه طلاء أسطح الإزميل بمينا نيتروجليفثاليك NTs132 بألوان مختلفة حسب الفئة الثانية ؛
- الكادميوم 21 ميكرون سميكة بالكروم ؛
- كروم 1 ميكرون مع طبقة سفلية من النيكل بسماكة 14 أو 7 ميكرون.
تختلف أحجام الإزميل. يتراوح الطول من 100 إلى 200 ملم ، بما في ذلك الخيارات بمؤشرات 125 ، 160 ملم. يمكن أن يكون عرض جزء العمل 5-20 مم. من حيث الوزن ، يمكن أن تزن الإصدارات الأخف ما بين 210 و 380 جرامًا ، أما الأنواع الثقيلة (المستخدمة مع الأدوات الكهربائية) فيمكن أن يتراوح وزنها بين 590 و 750 جرامًا.


يمكن أن تختلف زوايا الحدة أيضًا. بالنسبة للمعادن اللينة ، يتم استخدام منتجات بزاوية أكثر حدة (حوالي 35 درجة). بالنسبة للمعادن الصلبة ، يلزم وجود زاوية أكبر (45-70 درجة).
نصائح الاختيار
قبل أن تشتري إزميلًا ، يجدر أولاً تحديد نوع العمل الذي سيتم استخدامه: البناء أو الأقفال. الاختلاف الأساسي بين الأدوات هو وجود أو عدم وجود عنصر الأمان الذي تم ذكره في بداية المقال. نتيجة لذلك ، يتم تقليل الأبعاد ، وزيادة مساحة عمل الأداة.
يجدر أيضًا الانتباه إلى درجة الفولاذ التي صنع منها الإزميل. ترد قائمة أنواع المواد الموصى بها أعلاه. تتميز الأزاميل عالية الجودة بصلابة جيدة. هذا يقلل من خطر قطع جزيئات الشفرة أثناء التشغيل ، مما يجعل الأداة أكثر أمانًا. تتدهور بسرعة الأزاميل المصنوعة من الفولاذ الطري أو ذات الشفرات غير المقواة.


يجب ألا تختار نماذج رخيصة من الشركات المصنعة غير المعروفة ، فقد يتضح أنها ذات جودة رديئة. أعط الأفضلية للعلامات التجارية الموثوقة.
كيف تستعمل؟
- قبل أن تبدأ العمل باستخدام إزميل ، عليك التأكد من أن سطح العمل سليم. للقيام بذلك ، يكفي فحص حافة الشفرة بحثًا عن الشقوق والرقائق والعيوب المماثلة. إذا عثرت عليها ، فلا يوصى بالعمل مع الأداة لتجنب الإصابة.
- تأكد من استخدام النظارات والقفازات عند العمل. من الممكن استكمال الجهاز بغطاء مطاطي واقي ، مما يزيد من مستوى أمان السيد. تذكر أن الأداة يجب أن تكون جافة ، وإلا فقد تنزلق من اليد (وهذا ينطبق على كل من المطرقة والإزميل نفسه). عند العمل ، من الضروري أن تراقب بعناية عدم وجود غرباء في الجوار.
- لا تنس ترميز المواد. يمكن قطع صفيحة معدنية رفيعة لكن ضخمة على سندان. يجب أن يبقى الإزميل في وضع مستقيم. إذا كانت قطعة العمل صغيرة ، ولكن بسمك كبير ، فمن الأفضل تثبيتها في الرذيلة. يجب أن يتماشى الإسفنج مع العلامات.إذا كان سمك المعدن كبيرًا ، فيجب أن يكون خط الوسم أعلى 4 مم. تضرب المطرقة بشكل قصير وواضح في الجزء الخلفي من الإزميل بالزاوية اليمنى.


- عند العمل بالصفائح المعدنية ، ضع في الاعتبار نوعها وسمكها (يجب قطع الألواح السميكة بعدة ممرات). إذا كنت بحاجة إلى قطع قطعة من الأسلاك بإزميل ، فلا تحاول القيام بذلك بضربة واحدة ، لأن الجزء المقطوع يمكن أن يطير في اتجاه عشوائي ، مما يؤدي إلى إضاعة الوقت في البحث عنه. من الأفضل عمل ضربة واحدة خفيفة (قطع) بحجم صغير وكسر القطعة التي تحتاجها ، والتي في النهاية ستبقى بين يديك.
- لا تنس أن وزن المطرقة يجب أن يكون على الأقل عدة مرات أكبر من وزن الإزميل. خلاف ذلك ، سيصبح العمل مشكلة حقيقية: ستنزلق المطرقة عن سطح الجزء المدهش من الإزميل ، وستكون الإنتاجية قريبة من الصفر. تعتبر حالة المطرقة مهمة أيضًا ، على وجه الخصوص ، موثوقية تعلقها بالمقبض. إذا قفز جزء الضرب من الأداة من الحامل أثناء التشغيل ، فهناك خطر الإصابة.
- تذكر أن الإزميل يجب أن يكون له زاوية شحذ صحيحة. كلما كان المعدن صعب العمل به ، كلما كانت الزاوية أكبر. بالنسبة للحديد الزهر والفولاذ الصلب والبرونز ، يُفترض أن تكون زاوية الشحذ 70 درجة. للمواد ذات النعومة المتوسطة والفولاذ الخفيف (النحاس والزنك والنحاس) - 60 درجة. للألمنيوم ، يلزم استخدام أداة بزاوية شحذ 40 درجة.


شحذ الميزات
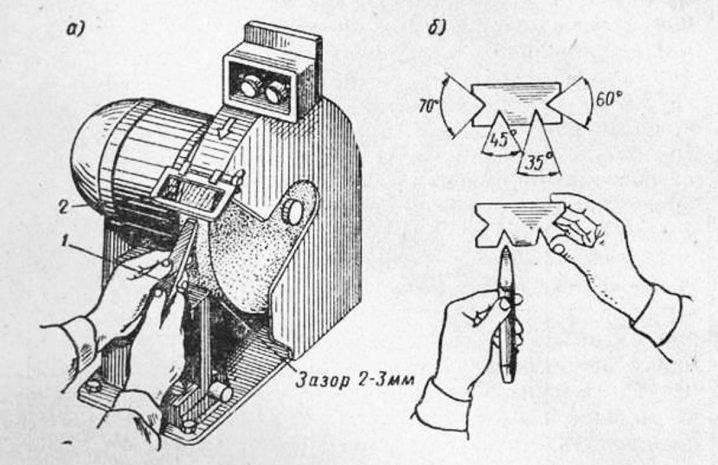
لإجراء الشحذ الذاتي ، تحتاج إلى تحضير خزان صغير بالماء النظيف ، حيث ستضع الأداة المسخنة بشكل دوري (لتجنب تليين تصلبها الأولي). يتم الشحذ في نهاية عجلة الصنفرة. يجب أن تكون شفرة الإزميل في مواجهة اتجاه حركة عجلة الصنفرة (لضمان انحراف الشرر لأسفل). اعتمادًا على درجة الحرارة المحيطة وسرعة دوران عجلة / حجر الصنفرة ، يجب تبريد الإزميل لمدة 30 إلى 60 ثانية.
إذا أفرطت في تعريض الحافة ، فقد ترتفع درجة حرارتها وتفقد صلابتها. هذا سيجعل من المستحيل التعامل مع المواد الصلبة. عند الشحذ ، قم بتغيير جانب التلامس لشفرة القطع ، حيث أن الإزميل به ميزان ذو اتجاهين. يجعل التقليب الدوري من الممكن الحفاظ على الشكل الهندسي الصحيح. يمكن أيضًا إجراء الشحذ على حجر الصنفرة ، لكن هذا سيستغرق وقتًا أطول (في هذه الحالة ، تتم العملية عن طريق المضي قدمًا).
انظر أدناه لمزيد من التفاصيل.













تم إرسال التعليق بنجاح.