نظرة عامة وتليين غسالات النحاس

تعد مراجعة وتليين غسالات النحاس موضوعًا مهمًا للغاية في المجال التقني الحديث. نظرة عامة على مجموعات غسالات الختم 10x14x1 مم وأحجام أخرى لها أهمية كبيرة. من المفيد جدًا معرفة كيفية تلدينهم ، وكذلك ما هي المتطلبات الأساسية لـ GOST الحالي.
الوصف والغرض
يتم استخدام عناصر مانعة للتسرب مختلفة لتحسين موثوقية وثبات التوصيلات اللولبية. يتم تحديد اختيار المواد للغسالة من خلال التأثيرات التي سيختبرها الاتصال. الغسالة النحاسية هي الأنسب عندما تكون هناك درجات حرارة وضغوط مرتفعة في الوضع الثابت أو بشكل متقطع. لذلك ، يتم استخدامه على نطاق واسع في الصناعة الهندسية عند تجميع الآليات المصممة للضغط العالي. بادئ ذي بدء ، نحن نتحدث عن الوقود والمعدات الهيدروليكية.


ترتبط أيضًا جاذبية الغسالات النحاسية لدعم المنشار الجنزيري وقابس تصريف السيارة بما يلي:
- مقاومة كيميائية عالية لموادها في بيئة عدوانية ؛
- مقاومة ممتازة للتآكل.
- الحفاظ على وظائف الختم تحت تأثير درجات الحرارة المرتفعة ، وكذلك مع التقلبات الكبيرة في النظام الحراري ؛
- مقاومة الاهتزاز؛
- قوة واستقرار الخصائص الأساسية تحت ضغط كبير.

يمكن أيضًا استخدام هذه السحابات في آليات السيارات ، حيث يتم تسخين جميع أجزاءها باستمرار ، بينما لا تزال مبللة. هذا المستوى العالي من المسؤولية يعني أن هذه الغسالات تلبي المتطلبات الصعبة للغاية. يعد الامتثال لـ GOST المحدد لنوع معين من المنتجات من الأهمية بمكان. يمكن العثور على معلومات الامتثال على العبوة الأصلية للمجموعة وعلى شهادة الجودة المصاحبة. يعتمد تحقيق الخصائص المطلوبة بشكل أساسي على خصائص المادة الأولية.

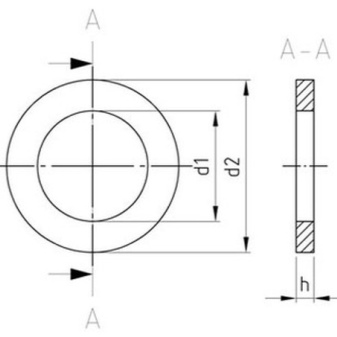
الطريقة التي تبدو بها الغسالات موصوفة بوضوح في GOST 18123-82. وفقًا لهذا المعيار ، يجب ألا يكون هناك انحرافات عن الشكل الأملس على السطح. لا يسمح بوجود نتوءات أو شقوق. الغسالات التي عليها علامات التآكل أو بالتنقيط المعدنية لا تتوافق أيضًا مع المعايير. كما أن الخشونة التي تزيد عن 3.2 ميكرون تجعل من الممكن عدم قبول المنتج.
تتضمن عملية التحكم ، أولاً وقبل كل شيء ، فحصًا بصريًا. إذا لزم الأمر ، يتم إجراء دراسة دقيقة من خلال عدسة مكبرة. يتم تقييم الخشونة وفقًا لمعايير المؤشر وفقًا لـ GOST 9378-75 أو باستخدام أجهزة قياس متخصصة.
في بعض الأحيان ، يتم طلاء غسالة النحاس بطبقة مسحوق خاصة لتوفير مقاومة إضافية للتآكل. يتم تنظيم هذا الطلاء بواسطة GOST 9.302-79.

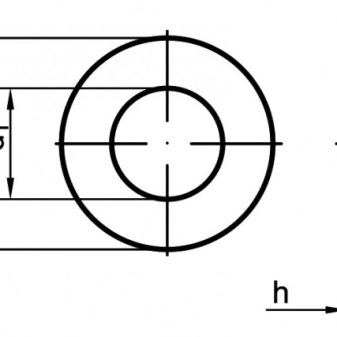
ميزات الإنتاج
من الناحية الهيكلية ، يمكن أن تمثل مجموعات الغسالات النحاسية مجموعات من الأقراص المستديرة وأحيانًا المستطيلة. يتم تمييزها بوضوح من خلال فئات الدقة الخاصة بهم. المستوى القياسي للدقة هو B ، ومستوى الدقة المتزايد هو A. تتضمن التكنولوجيا المستخدمة حاليًا إنتاج غسالات النحاس عن طريق القطع أو البثق من المعدن. يمكن أن تكون العناصر الأولية إما أوراق أو لوحات.

يجب أن يتم تلدين منتج الختم ثم توضيحه. لا يمكن أن يكون لها خدوش وخدوش. يجب أيضًا عدم وجود شقوق تعيق تشغيل الغسالة. يتمثل دور التلدين في زيادة ليونة المعدن ، مما يؤدي إلى استبعاد تشوه الجزء مع انخفاض درجة الحرارة.
في أغلب الأحيان ، يتم استخدام نحاس الدرجات M1 و M2 و M3 لإنتاج الغسالات. من بينها ، M3 هو الخيار الأفضل. صحيح ، يمكن استبدال المعدن اعتمادًا على الفروق الدقيقة في التشغيل المستقبلي.
في بعض الحالات ، يتم استخدام درجات أكثر غرابة من النحاس ، والتي تحتوي على كميات صغيرة من الأكسجين والفوسفور.

يتم إجراء التلدين مباشرة في الإنتاج ، ولكن إذا تم تخزين المنتج لفترة طويلة ، فسيتعين عليك تكرار الإجراء.

الدرجات المادية
تشير العلامة الرسمية لغسالة النحاس دائمًا إلى وجود مسحوق الطلاء. منتجات فئة P29 مجلفنة وخاملة. تعني علامة P34 أن المنتج تم تخميله فقط. في الحالات التي يوفر فيها المعيار أكثر من فئة دقة واحدة ، يتم وضع تسمياته في بداية العلامة التجارية. يشمل تكوين الوسم:
- نوع الإعدام
- قسم من الخيط
- سمك الجزء
- علامة تجارية كيميائية
- مؤشر شرطي
- سمك الطلاء المستخدم ؛
- المعيار المطبق.
هناك مثل هذه المعايير الأساسية:
- GOST 10450-78 (منتجات صغيرة)

- GOST 6958-78 (غسالات مكبرة)

- GOST 11371 (الهياكل المسطحة)

- GOST 19752-84 (جوانات مسطحة مصنوعة من المعدن للختم)

- DIN 7603 A (ختم الحلقات النحاسية).


الغسالة المصنوعة من النحاس والألمنيوم لها علامة تجارية خاصة - شام. هناك اختلافات في القطر. ماركات أخرى:
- DIN 125 (أساسي)

- DIN 433 (ضيق للبطانة)

- DIN 7349 (لدبابيس الزنبرك)

- DIN 988 (دعم للتعديل)
- واسع (نوع الجسم).

كيف تصلب بشكل صحيح
يجدر إطلاق غسالات نحاسية تحت الفتحات فقط لتخفيف الضغوط الداخلية التي تظهر حتمًا أثناء معالجة المواد في الإنتاج. لكن من المهم جدًا اتباع هذا الإجراء بوضوح. تتم العملية عند تسخينها إلى 700 درجة. ثم يتم تبريد الأجزاء بسلاسة بطريقة طبيعية في درجة الحرارة العادية حتى تبرد إلى +25 درجة مئوية.
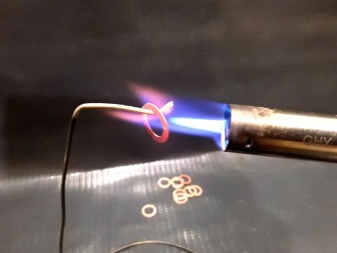
تتم المعالجة الحرارية باستخدام شعلة اللحام. يتم إشعال اللهب فيه باستخدام الأكسجين والأسيتيلين المزودين من اسطوانات مختلفة. فارق بسيط آخر مهم - القفازات والنظارات مطلوبة. يجب أن يكون هناك طفاية حريق بالقرب من مكان العمل. بعد توصيل الخراطيم بالأسطوانات ، من الضروري فتح صمام الأسيتيلين على الموقد بنسبة 50 ٪. بعد إشعال الغاز ، انتظر ظهور لهب برتقالي أحمر.

بعد ذلك ، يتم فتح صمام الأكسجين حتى يظهر لهب أزرق. في هذه اللحظة ، يتم حرق الغسالات. يتم توجيه النار إلى قرص عفريت وتوجيهها على طول السطح ، مما يؤدي إلى توهج الكرز الأحمر. بعد ذلك ، أغلق كلا صمامي الغاز على الفور. بعد ذلك ، كما ذكرنا سابقًا ، سيتعين عليك ترك المنتجات حتى تبرد.

أبعادتصحيح
تختلف أبعاد غسالات النحاس بشكل كبير وفقًا لمعيار التصنيع المعمول به ومنطقة الاستخدام. في الممارسة المحلية ، هناك الأبعاد الأساسية التالية:
- غسالات الختم لـ KAMAZ 6x12x1 (1.5) ، 8x12x1.0 ؛
- ختم لأنابيب النفط من KAMAZ و MAZ 8x12x1.5 ، 9x15x0.7 ؛
- لحاقن كاماز 9.7x17.5x1.5 ؛
- لخطوط الوقود 10x16x1.0 (1.5).
مثال جيد على المنتجات التي يبلغ سمكها 1 مم هو تعديل 10x14x1. ستكون الأبعاد الدقيقة 10.3x14.6x1.0. تزن نسخة واحدة 0.67 جم ، ويتم تحرير غسالات 10x14 على الأقل على دفعات من 10 قطع.
هام: يحاول المصنعون الروس فقط الحفاظ على هذه الأبعاد بالضبط.

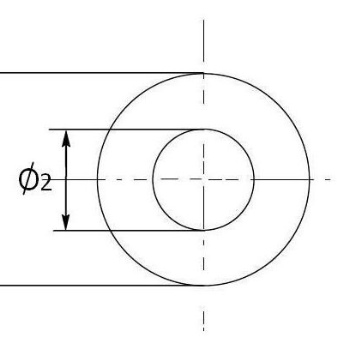
المنتج شائع أيضًا بحجم 5x10x1 ، وكذلك 10x12x1 ، 38x52x3. تختلف منتجات فئة M10 ، بما في ذلك M10x14:
- بقطر 10 مم (ليس بدون سبب مأخوذ في التعيين) ؛
- يزن 3 جرام
- بقطر داخلي 20 مم.


أخيرًا ، هناك طلب على غسالات النحاس بالأحجام التالية في السوق:
- M8 ؛
- M12 ؛
- M14 ؛
- م 16.

يتم عرض عملية مفصلة لتليين غسالات النحاس في الفيديو التالي.













تم إرسال التعليق بنجاح.