كل شيء عن برج المخارط

لإجراء عمليات مختلفة لمعالجة المنتجات المعدنية ، غالبًا ما يكون من الضروري استخدام المخارط. في فئة كبيرة ، يمكننا التمييز بين الوحدات من النوع الدوار ، والتي تستخدم على نطاق واسع.


وصف عام
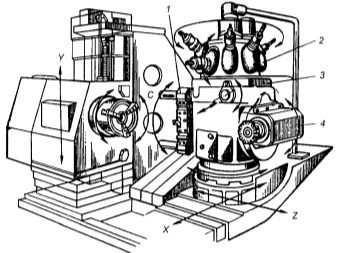
يتوافق التعيين الأساسي لتقنية تدوير البرج مع تركيبات الخراطة النموذجية. الفرق هو وجود رأس دوار متعدد المواضع. يزيد هذا العنصر الهيكلي بشكل كبير من كفاءة المعدات ويقلل أيضًا من الوقت اللازم لمعالجة كل منتج. بجانب، أصبحت التعديلات الحديثة لـ TRS مع وحدة CNC منتشرة في كل مكان. لديهم برج ومناطق جلوس خاصة لوضع أدوات القطع.
يرجع النوع المطلوب من هيكل الرأس إلى التطور السريع لتشغيل المعادن. والحقيقة هي أن هذا الجزء الهيكلي جنبًا إلى جنب مع CNC يسمح بزيادة سرعة معالجة المنتجات مرتين أو أكثر. بالإضافة إلى ذلك ، فإنه يحسن معايير دقة أبعاد الأجزاء النهائية ودرجة خشونة سطحها.
عند الحديث عن تركيبات الدوران والبرج ، من الضروري تحديد الحقائق الرئيسية التالية.


في معظم الحالات ، هذا يتم شراء المعدات للاستخدام الصناعي. يتم تثبيته في ورش الإنتاج المتسلسل للمنتجات ؛ في جميع الحالات الأخرى ، لن يكون استخدامه مبررًا اقتصاديًا.
السمات الأساسية لآليات دوران البرج توفر القدرة على أداء معالجة العناصر بمعدل تغذية مرتفع وبسرعة متزايدة... يتم توفير سائل تبريد خاص في منطقة القطع ، مما يمنع ارتفاع درجة حرارة الأداة نفسها ومعالجة قطع العمل.

توجد جميع الوحدات الرئيسية لهذه المعدات عن طريق القياس مع المخارط الأخرى - وهذا ما يضمن عدد العمليات التي يتم إجراؤها. بشكل عام ، توفر المعلمات التقنية لهذه الوحدات القدرة على استبدال أسطح القطع بسرعة.
الآراء
تقدم الشركات المصنعة الحديثة مجموعة واسعة من مخارط الأبراج. وهي تختلف في آلية العمل ونطاق العمليات المنفذة وميزات التصميم وبعض الخصائص الأخرى. دعونا نتحدث بمزيد من التفصيل عن الأسس الحالية لتصنيف مثل هذه المنشآت.
حسب نوع الشغل الذي تتم معالجته
اعتمادًا على نوع المنتجات المعالجة ، تكون الآلات لعمل خرطوشة أو شريط... يتم تثبيت أعمدة ذات أقطار كبيرة في صناديق الخرطوشة. قسم الشريط أصغر ، لكن طوله مثير للإعجاب إلى حد ما.

حسب موضع محور الشغل
من خلال وضع محور قطع العمل المراد تشكيلها ، يمكنك تعيينها تعديلات أفقية ورأسية ومائلة... لقد حصلت أدوات الماكينة ذات الترتيب الرأسي والأفقي على أقصى قدر من الدوران ، بينما يتم استخدام التركيبات ذات المحور المائل بشكل أقل كثيرًا.
بالإضافة إلى ذلك ، تسمح لك بعض الطرز بإمالة الجزء للدوران أو العمليات الأخرى التي يتم إجراؤها بزاوية طفيفة.


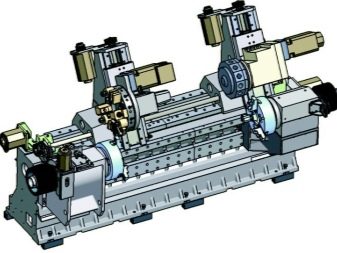
تتكون مجموعة منفصلة الخراطة والدوران للأجهزة نصف الآلية. هم مطلوبون عند العمل بقضبان بأقطار مختلفة.من بين السمات الرئيسية لهذه المعدات الخصائص التالية.
آلة مغزل واحد ، التي تحتوي على عمود دوران مثقوب واحد فقط لاستيعاب الشريط. في هذه الحالة ، يكون حجم المقطع العرضي للفتحة صغيرًا نسبيًا.
المعدات الإضافية لها شكل وحدة مسؤولة عن تغذية المنتج وإبقائه في وضع ثابت.


في الوقت نفسه ، يوفر التصميم جهازًا لسحب العنصر المعالج بعد نهاية العملية ، مما يجعل الحد الأقصى من أتمتة الإنتاج ممكنًا.
أفضل الشركات المصنعة والموديلات
تقوم معظم الشركات المحلية بتثبيت معيار TRS - 1P371 و 1A365 و 1N318 بالإضافة إلى S193A و 1365 وغيرها... ومع ذلك ، في العقد الماضي ، كان هناك اتجاه لاستبدالها بإصدارات تكنولوجية متقدمة باستخدام CNC. تتمتع التعديلات باستخدام CNC بالعديد من المزايا ، والتي ترجع إلى زيادة درجة الأتمتة والوظائف ، فضلاً عن الدقة الاستثنائية في المعالجة.

تتميز المعدات 1V340F30 ، التي يقدمها مصنع Berdichevsk ، بخصائصها التقنية والتشغيلية المتزايدة. يتم التحكم في هذه الوحدة من خلال مجمع CNC ، ويشتمل تصميمها على رأس بـ 8 أوضاع. يتم وضع الدعم بشكل عرضي ، مما يسمح بمعالجة:
-
منتجات مفردة ذات مقطع عرضي يصل إلى 20 سم ؛
-
منتجات شريط بقطر يصل إلى 5 سم.

وحدة 1P426DF3 ، المصنعة في مصنع الأدوات الآلية Alapaevsk ، معروفة جيدًا. هذه تقنية حديثة مع وحدة تحكم في البرنامج. إنه طلب على الإنتاج الفردي والصغير والمتوسط للمنتجات المعدنية. انها ليست مناسبة لمعالجة دفعات كبيرة.
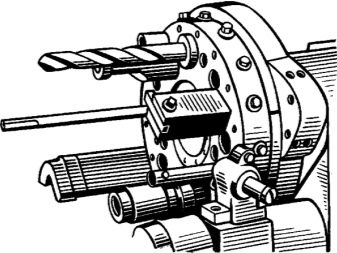
كانت السمة الرئيسية هي موقع الرأسين على دعامة الصليب... أحدهما سداسي ، مصمم للعمل مع الأسطح الداخلية ، والآخر دائري ، 8 مواضع - للأسطح الخارجية.


بالإضافة إلى ذلك ، ظهرت الكثير من المعدات المستوردة ، والتي تشتهر بأدائها ، في السوق الروسية لتركيبات الخراطة هذه الأيام.
-
وحدات ST و DS من Haas Automation (الولايات المتحدة الأمريكية). تسمح لك هذه الآلات بمعالجة منتجات سبائك الصلب ، وكذلك الفولاذ المقاوم للصدأ.
-
ماكينات GS-200 من الشركة طريقة جيدة.


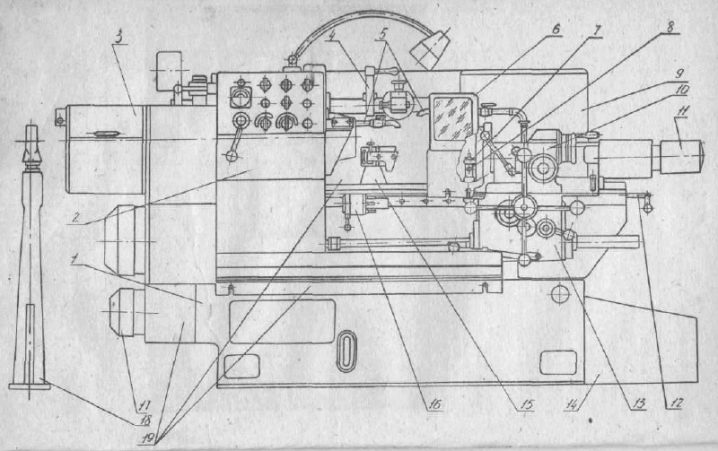
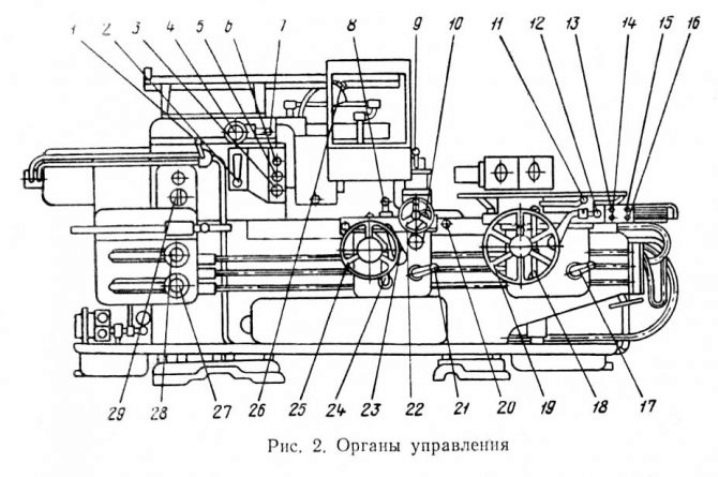
عناصر
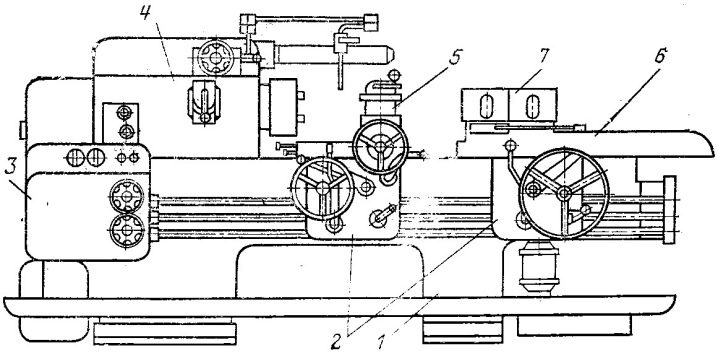
مثل الآلات الأخرى ، تتضمن تقنية مخرطة البرج استخدام المكونات - الحراس وأنابيب التوجيه والمغازل... تقدم الشركات المصنعة اليوم مجموعة واسعة من النماذج ، والتي قد يختلف فيها عدد المغازل. في نفس الوقت ، يتم تسليط الضوء على النقاط الرئيسية التالية.
في حالة الوضع الأفقي لمحور رأس العمل ، يمكن للدعم أن يدور حول محوره ، وكذلك يتبادل على طول اتجاه هذا المحور. في هذه الحالة ، يتم إجراء الدوران في وقت واحد في العديد من مواقع العمل ، والتي غالبًا ما يتجاوز العدد الإجمالي لها العشرات.
مع محور مائل وكذلك عمودي للرأس ، يكون الفرجار إما تقليديًا أو من النوع الدوار.
تفترض TPCs مع CNC أيضًا وحدة مسؤولة عن المعالجة عالية الدقة مع القدرة على تغيير معلمات موضع الرأس. عادة ، وحداتها الرئيسية مغطاة بغلاف خاص. هذا يزيد من سلامة المشغل عدة مرات.
ما نوع العمل الذي يتم القيام به؟
كما لوحظ بالفعل ، تسمح المعلمات التقنية والتشغيلية للأجهزة الدوارة الحديثة بإجراء مجموعة متنوعة من العمليات. يمكن استخدام المنتجات المتغيرة المقدمة في شكل أجسام ثورة كفراغات. تشمل التلاعبات الأكثر شيوعًا ما يلي:
-
تحول على السطح الخارجي ، في حين أن الممر يمكن أن يكون خشنًا أو نهائيًا ؛
-
يقطع عند تثبيت عنصر القطع ؛
-
خيوط - داخليًا وخارجيًا ؛
-
الحز أعماق وتكوينات مختلفة.

بالإضافة إلى التكوين الأسطواني القياسي ، فإن هذه الآلات قادرة على معالجة أنواع أخرى من قطع العمل.
-
مع نوع الملف الشخصي - عند استخدام آلة طحن وتدوير شبه أوتوماتيكية ، فإن الدوران ، مثل أي معالجة أخرى ، يتم من خلال قالب منحني أو عن طريق مسطرة نسخ.
-
مخروطي - تتم المعالجة بواسطة آلة تصوير خاصة. بالإضافة إلى ذلك ، يمكن الحصول على سطح مخروطي من خلال طريقة إجراء تغذية عرضية طولية لمرة واحدة.

يمكن وضع آليات دوران البرج المدمجة في فئة منفصلة. يمكن تثبيت هذه الأجهزة حتى في ورش العمل المنزلية.
ما الذي يجب مراعاته عند الاختيار؟
عند اختيار برج المخارط ، تحتاج إلى التركيز على المعايير المهمة.
فئة الدقة - لتحديد إمكانية استخدام تعديل معين للمعدات لمعالجة المنتجات المعدنية ، من الضروري معرفة الدقة التي يمكن تحقيقها. الغالبية العظمى من الإصدارات توفر للفئة H.
المعلمات القصوى للجزء - القسم والطول وكذلك تخطيط وحدات العمل فيما بينها.
مادة الشغل - عادة في مثل هذه الآلات ، تتم معالجة الحديد الزهر أو الفولاذ عالي الكربون أو منخفض الكربون أو سبائك الصلب ، ويسمح بتقليب السبائك الأخرى.
تحديد عدد الثورات لكل وحدة زمنية - يمكن الحصول على قطعة عمل ذات متطلبات محددة لدقة الأبعاد والخشونة حصريًا عن طريق فك الأجزاء بسرعة معينة. في هذه الحالة ، يجب مراعاة العدد الإجمالي لعمليات الإرسال.
يجب أن تشير الشركات المصنعة إلى بيانات حول السرعة القصوى التي يمكن أن تتحرك بها الوحدات المعزولة عند إجراء تغذية عالية السرعة.

معلمات قوة المحرك وعدد المحركات - كقاعدة عامة ، في التركيبات صغيرة الحجم ، يكون للمحركات طاقة منخفضة ، لأن الأجزاء المعالجة مضغوطة ، ويتم إزالة القليل من المعدن لكل شوط. في الإنتاج المتسلسل ، يجب أن تتحمل المحركات التحميل المستمر.
أبعاد ووزن المعدات - تركيب الآلات الصغيرة أسهل بكثير. بالإضافة إلى ذلك ، تحتاج الأحجام الكبيرة إلى إعداد دقيق لقاعدة العمل.
وأيضًا من الضروري مراعاة ذلك يمكن أن يختلف الرسم التخطيطي الحركي للآليات... على سبيل المثال ، تم إنشاء النماذج القديمة بطريقة تم فيها تركيب عجلات قابلة للاستبدال من تكوينات معينة لتشكيل أنواع معينة من الخيوط.
الحماية - تتطلب التعديلات باستخدام CNC تركيب غطاء واقي. هذا يقلل من مخاطر الإصابة أثناء تشغيل الجهاز.

في أجهزة الخراطة الحديثة ، يتم تركيب المعدات اللازمة ، وكذلك أسطح القطع ، بأقصى قدر من الدقة. في مثل هذه الوحدات ، ليست هناك حاجة للاستبدال اليدوي لأداة القطع - وهذا يقلل بشكل كبير من سرعة المعالجة لكل جزء. نتيجة لذلك ، يتم زيادة الإنتاجية ، مما يؤدي إلى انخفاض تكلفة معالجة قطع العمل. في الوقت نفسه ، يتسبب إصلاح هذه الآلات في الكثير من الصعوبات. لذلك ، أثناء تشغيلها ، يتم إيلاء اهتمام خاص للصيانة الوقائية ، وتحديد المشكلات في الوقت المناسب والقضاء عليها.
ميزات الإعداد
قبل البدء في تشغيل معدات التدوير البرجية ، من المهم جدًا تركيبها. يتضمن عدة مراحل رئيسية.
-
تركيب معدات لإصلاح الشغل ، تركيب أدوات القطع والأدوات المساعدة.
-
وضع التوقفات ، ضروري لتوجيه القضبان والحد من حركة الفرجار.
-
تركيب وحدة التحكم الخاصة بالكاميرات والمقابس والمفاتيح والمقابض وغيرها من الأجهزة من أجل الحصول على تردد معين لحركة المغزل والسرعات المطلوبة لأداة القطع.
-
معالجة الاختبار اثنين من عناصر التجربة ، والتحقق من مدى ملاءمتها لعملية لاحقة.
-
تصالح وإذا لزم الأمر ، قم بإعادة ضبط موقع نقاط التوقف على الجهاز وفقًا لمشروع معين.













تم إرسال التعليق بنجاح.