المخارط العمودية

يمكن أن تكون المخارط العمودية معدات جيدة جدًا للعديد من الصناعات. لكنك تحتاج إلى معرفة الغرض منها بالضبط والمكونات الرئيسية ، وما هي المعدات المجهزة بعلبة التروس. وسيكون عليك أيضًا دراسة الميزات الأخرى للجهاز ، كاميرات آلات CNC ، والتعرف على معايير الاختيار.
الجهاز ومبدأ العملية
من الصعب جدًا تحديد وجهة النظر العامة للمخارط المملة تمامًا. يتم تمثيلهم بعدد كبير جدًا من التعديلات. وقد تم تحسين كل إصدار لأداء مجموعة محددة جدًا من التلاعبات ، والتي تنعكس بشكل متوقع في مظهرها وأدائها الفني. تنتشر النماذج العالمية للمخارط العمودية تدريجياً. لكن لا تزال هناك اختلافات خطيرة للغاية بينهما.


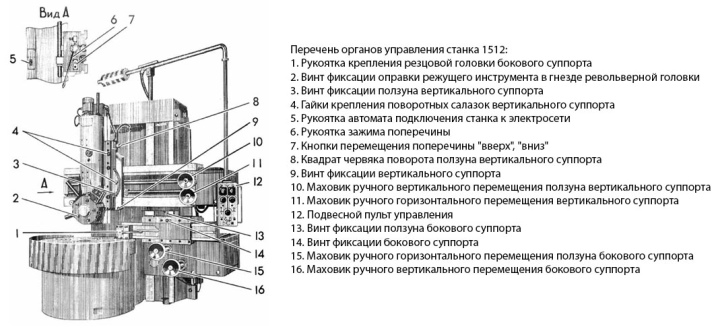
العقد الرئيسية في مخطط الجهاز هي:
- رفوف.
- رابط نقل يوفر توصيل الأجزاء الرئيسية بالمحرك ؛
- نقطة تفتيش
- تجميع ناتئ ، بفضل تحرك المغزل ؛
- الفرجار (الموجود على اليسار واليمين) ؛
- غطاء فني
- استيداع لغطاء الواجهة.
- زوج من صناديق الأعلاف.
- نظام التحكم في المشغل
- وحدة التحكم في الطاقة
- لوحة كهربائية.
بمساعدة المخارط العمودية ، يمكنك إجراء مجموعة متنوعة من المعالجات:
- قطع الأخدود
- إعطاء الشكل المطلوب لأسطح الأجزاء الأسطوانية أو المخروطية ؛
- تحضير الثقوب بالمعلمات المطلوبة ؛
- طحن المناطق المسطحة
- تتكشف قطعة معدنية
- ترتيب نحت
- اصنع سطحًا على شكل.


يتم استخدام فكوك التثقيب والتفريز في المخارط المملة.
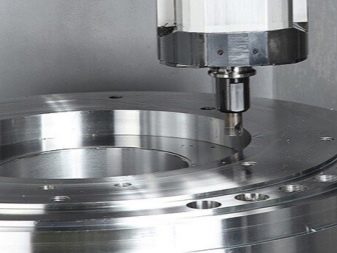
يمكن تصميمها حتى للموديلات ذات الواجهات الكبيرة. بمساعدتهم ، يتم تثبيت قطعة العمل بشكل مثالي ، حتى لو كانت ثقيلة وكبيرة الحجم. عادةً ما يتم تضمين 4 أو 8 فكوك في مجموعة نموذجية. يتم التحكم بشكل متزايد في المخارط العمودية بالبرمجيات (أي يتم استخدام التحكم العددي).
هذا النهج يقلل من الخطر المرتبط بالعامل البشري. بفضله ، زادت دقة المعالجة بشكل كبير. علاوة على ذلك ، تتيح لك هذه المعدات العمل بسرعات لا يمكن الوصول إليها تمامًا حتى بالنسبة لأصحاب الخراطة الدائرية الأكثر خبرة الذين يعملون على معدات بسيطة. تُستخدم الإصدارات اليدوية للصناعات التي تقتصر على عمليات الخراطة البسيطة أو الهياكل الخشنة. يتم تثبيت قطع العمل المراد معالجتها بشكل أساسي في حوامل لوحة الواجهة.


بعد ذلك ، ابدأ الدوران بسرعات منخفضة. يضمن هذا التشغيل أن يتم توسيط قطعة العمل بشكل صحيح. ثم يتم إحضار رأس المغزل. يتم تحريكه على طول العبور. أخيرًا ، بدأ إمداد السوائل ، مما يؤدي إلى تشحيم الماكينة وإزالة الحرارة الزائدة.
يعتمد تنظيم الثورات وأنماط المعالجة على درجة تجهيز علبة التروس ، والمكونات الموجودة فيه ، وكيفية تكوينها. تم تصميم كل هذا مع مراعاة المخطط الحركي المختار.
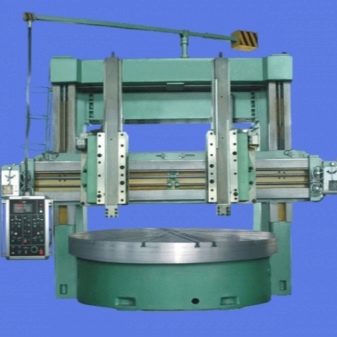
توجد مخارط عمودية مع منصة أو اثنتين. الإصدار ثنائي الوظائف قادر على التعامل مع قطع العمل الكبيرة وهو فعال للغاية في نفس الوقت. تحتوي أسِرَّة الجهاز ذي القائمتين على عضو عرضي به ملاقط مملة ودوارة.

لحركة هذه الفرجار ، عادة ما يتم توفير أدلة أفقية. كتلة مملة لديها النقل الطولي مع آلية تحول. جزء من الآلية هو شريط التمرير الذي يوضع عليه حامل القاطع. يسمح لك الاستخدام الصحيح للشريحة المملة والمرفقات المضافة إليها بما يلي:
-
العمل مع الأسطح المدببة ؛
-
حفر الآبار؛
-
قطع من خلال الأخاديد الداخلية.
بغض النظر عن الفروق الدقيقة ، تم تصميم هذه الآلات للتعامل مع الأجزاء ذات المقطع الذي يتجاوز الطول بشكل كبير. غالبًا ما نتحدث عن أقسام يزيد طولها عن 50 سم ، ومن السهل أن نفهم أن مثل هذه التقنية مطلوبة في الفروع المتخصصة للهندسة الميكانيكية ، حيث يلزم إنتاج منتجات كبيرة.
تتيح لك آلية مثل الرف الدائري تحريك العناصر المطلوبة على طول مسار أفقي مغلق تمامًا.

إذا كان عنصر القطع في المخرطة المملة يعمل بواجهة طرفية ، فسوف تتشكل عليه أخاديد حلقية. إذا قمت بتحريك الأداة نفسها في مستوى أفقي ، فلن تتمكن من طحن الأخاديد الدائرية ، ولكن الأخاديد الحلزونية. من خلال تغيير أوضاع التشغيل والإعدادات الدقيقة ، من الممكن تغيير درجة هذه الأخاديد بشكل كبير. يتم عمل الأخاديد على عمق عشوائي - سوف يعتمد فقط على مدى كثافة دفن كتلة العمل. هناك أدوات تسمح لك بتشكيل أخاديد أيضًا على الجدران الجانبية - لا يهم ما إذا كانت هذه الجدران الجانبية موجودة في الداخل أو الخارج.
نظرة عامة على الأنواع
بالميعاد
تم تحسين النماذج متعددة الاستخدامات لمجموعة واسعة من العمليات. بالطبع ، يفقدون في كمال إنتاج التلاعب الفردي. الأجهزة المتخصصة مركزة بشكل ضيق ، ولكن يتم تنفيذ أنواع محددة من العمل بشكل لا تشوبه شائبة. غالبًا ما تحتوي مخرطة الدوران والمملة الشاملة على حامل واحد. أحجام هذه الأجهزة لها نطاقها الخاص من الأحجام ، ويتم تحديد اختيار هذه الأبعاد من خلال قسم قطعة العمل.


عادة ما يتم تصميم آلات الخراطة والتثقيب المتخصصة للغاية على أساس عينات عالمية.
يمكن تحقيق التخصص:
- زيادة أو نقصان الارتفاع الذي تتم فيه المعالجة ؛
- تغيير عدد الفرجار.
- تعديلات على تصميم الفرجار ؛
- إدخال رؤوس محرك مساعدة ؛
- إضافة إلى تصميم العقد التي تسمح لك بتنفيذ إجراءات معقدة.



بعدد نقاط الدعم
يفضل أن تكون الآلات ذات العمود الواحد مجهزة بنظام تحكم رقمي. إنها تسمح لك بالتعامل مع الهياكل ذات المقطع العرضي الذي لا يزيد عن 150 سم.من المساحة الإضافية للتطبيق هي معالجة الأسطح المستدقة. تحتوي كل آلة عمود واحد على دعامة جانبية مع حامل عالمي.
يتميز نوع الجهاز ثنائي الوظائف بصلابة وموثوقية متزايدة ، لذلك يتم استخدامه للعمل مع قطع العمل الكبيرة الوزن بشكل خاص. يتم تحقيق حركة العضو المتقاطع والدعم بمساعدة وحدة خاصة - "البوابة".


بعدد الفرجار
قد يكون هناك واحد أو أكثر منهم. تتميز نماذج الدعم الفردي بمجال تطبيق ضيق نسبيًا.
وكلما زاد عدد هذه العناصر ، اتسع نطاق التطبيق.


حسب نوع رأس المغزل
يعتمد التصميم المعتاد على قاطع واحد. النوع الأكثر حداثة هو البرج. باستخدامه ، يمكنك استخدام عدة قطع في وقت واحد. يتم توجيه الحركة أفقيًا وعموديًا وفقًا لاختيارك. يتم وضع القواطع في الرأس واحدًا تلو الآخر ، وواحدًا تلو الآخر يبدأون العمل.

حسب نوع التحكم في حركات العمل
في ورش العمل العادية وفي المنزل ، غالبًا ما تستخدم التقنيات اليدوية لمعالجة المعادن. على الرغم من البساطة والخفة ، فإن هذه الأجهزة لها عيب - سيتعين عليك التصرف بحذر شديد. يمكن لمثل هذه التقنية التعامل مع المهام البسيطة فقط ، وحتى عند تنفيذها ، يلعب العامل البشري دورًا كبيرًا.لذلك ، حتى في القطاع المنزلي ، أصبحت آلات CNC أكثر وأكثر إقناعًا ، على الرغم من ارتفاع سعرها.
يجدر الانتباه إلى معلمات المعدات. تحتوي الآلات النموذجية ، التي يتم توفيرها في العديد من الصناعات ، بالإضافة إلى المحرك الكهربائي الرئيسي ، على العديد من المحركات المساعدة. تسمح هذه الوحدات الخاصة بالتحكم الدقيق في الأجزاء الفردية لآلة الإنتاج. كلما كانت الأجزاء أكبر ، يجب أن تكون محطات الطاقة أقوى. في الصناعة ، ليس من غير المألوف استخدام نماذج معدات الخراطة التي تستهلك 10 كيلو واط من الكهرباء أو أكثر.


ترجع السرعة المتزايدة لتقنية الرف الدائري إلى حد كبير إلى خصوصيات لوحات الواجهة المتصاعدة. يتم الاعتماد عليه أيضًا لزيادة دقة التلاعب. لذلك ، من الممكن أداء العمل الذي يتطلب تفاوتات محدودة للغاية. يجدر الانتباه إلى أقصى ارتفاع ومقطع عرضي للفراغات. يمكن أن يختلف ارتفاع الهياكل - في حالات مختلفة يتراوح من 80 إلى 500 سم.
يتم تحديد الدقة التي ستتم بها معالجة الأجزاء من خلال جودة إعدادات مجموعة المفاتيح. كما ذكرنا سابقًا ، عند استخدام CNC ، يكون هذا الرقم هو الحد الأقصى. يمكن لبعض آلات التحديد عالية الدقة إظهار معدلات خطأ أقل.
ومع ذلك ، لن يكون من الممكن الحفاظ على العمل على هذا المستوى العالي طوال الوقت.

أفضل الموديلات
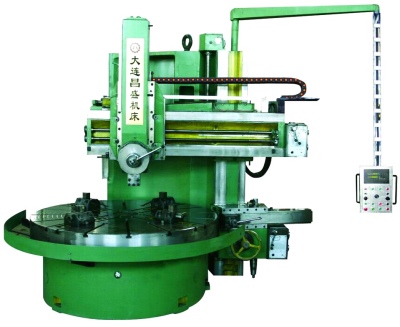
يحتوي سوق المخرطة المملة على عدد كبير من النماذج المختلفة. تقدم Dalian Guofeng Machine Tools عرضًا جيدًا. يمكن لموديلاتها 5231 ، 5240 ، 5250 التنافس بثقة مع أفضل التصميمات المحلية. تتميز بالدقة المتزايدة وهي عملية للغاية. حتى الفراغات ذات الأشكال الهندسية المعقدة يمكن معالجتها بنجاح.

جميع النماذج الموصوفة للتو لها حاملان. ولكن هناك أيضًا إصدارات ذات عمود واحد في مجموعة متنوعة من الشركة الصينية. قوتها لا تقل عن 22000 واط ولا تزيد عن 45000 واط. يتم التحكم عدديًا في التعديلات من 5110 إلى 5131. هذه المعدات فعالة للغاية ، تكملها أجهزة خاصة.
سيتعين عليك دفع المزيد مقابل منتجات الشركة السويسرية ENCE GmbH. ومع ذلك ، فإن مؤشرات الجودة الخاصة بها أعلى أيضًا. هذه الشركة المصنعة قادرة على تقديم عدة خطوط في وقت واحد. لذلك ، LEN 3000-5000 عبارة عن آلات بدون CNC افتراضيًا ، ولكن إذا لزم الأمر ، يمكن إضافة وحدة التحكم هذه. تحتوي وحدة الطاقة الرئيسية على مرحلتين. محركها الكهربائي قادر على توصيل 16 سرعة مختلفة.

إذا كنت بحاجة إلى العمل مع فراغات بحجم 125 إلى 200 سم ، يفضل استخدام سلسلة LEN 1250-2000... تحتوي هذه الأجهزة على أدلة أسطوانية. تحتوي البكرات نفسها على محامل متدحرجة مصنعة بدقة عالية جدًا. يتم أيضًا تقليل الخطأ باستخدام حوامل الأدوات المتوازنة. لزيادة موثوقية واستقرار المعدات ، فهي مجهزة بأجزاء كهربائية من شركة Siemens.

من بين الشركات المحلية ، يجب ذكر مصنع أدوات الآلات الثقيلة في كراسنودار. يقوم بتزويد عدة نماذج من المخارط العمودية في وقت واحد. لتحريك الفرجار ، يتم تزويدهم بأدلة فولاذية صلبة. يستخدم التصميم المكون من عمودين زوجًا من مسماك البرج ، أو مزيج من وحدات البرج والمملة. تسمح بعض النماذج باستخدام تبريد سائل عالي الضغط.

الإصدار 1A516MF3 من مؤسسة Stankonov يستحق الاهتمام أيضًا. الحامل متصل بالطاولة بمسامير (يعمل الفاصل كوسيط). يتم إنتاج العضو المتقاطع من الحديد الزهر عن طريق الصب. يمكن للجهاز التعامل مع قطع العمل التي يصل وزنها إلى 10000 كجم.
تعديل تغذية الفرجار غير متدرج.

البديل هو منتجات شركة "TBS". وبشكل أكثر تحديدًا ، الإصدارات أحادية العمود 1512 / 1516F11 و 1512 / 1516F3. يستخدمون يغذي مع محركات منفصلة. افتراضيا ، برج تستخدم الفرجار. بناءً على طلب العملاء ، يتم تزويدها بمشابك خاصة تبسط معالجة العجلات.يتم الحفاظ على الموثوقية العالية بفضل التزييت المركزي.

معايير الاختيار
يمكن أن تحتوي المخارط العمودية على ألواح ذات قطر كبير. يحدد حجم المعدات وحجم قطع العمل. في المقابل ، يحدد معدل تدوير اللوحة الأمامية مدى كفاءة النظام. نماذج الساق الواحدة مطلوبة لإنتاج أجزاء مدببة. تكون الإصدارات ذات المنشورات أكثر شيوعًا عند العمل مع قطع العمل ذات المقطع العرضي 160 سم أو أكثر.
في عدد من الحالات ، يلعب اختيار طرق تشغيل المعادن دورًا مهمًا. وتعتمد جدواها على جهاز معين على مدى تحرك وحدات العمل رأسياً وأفقياً. من خلال تغيير زاوية ميل الفرجار ، من الممكن التأثير على هندسة المنتجات المصنعة. إنه الأكثر تطوراً وتنوعاً ، وكلما زادت زاوية الانحراف من قبل المصممين. هناك معلمات أخرى مهمة أيضًا يجب مراعاتها.


وبالتالي، بالإضافة إلى السرعات الأعلى والأدنى للواجهة ، يجب الانتباه إلى عدد التدرجات اللونية. كلما زاد حجمها ، زادت دقة ضبط وضع التشغيل. لكن الجانب الآخر من هذه الميزة هو تعقيد الكينماتيكا. يصعب حسابها ، ويزداد احتمال حدوث نوع من الفشل أثناء العمل. من المفيد الانتباه إلى سعة مجلة الأدوات.
إذا كانت كبيرة بما يكفي ، يتم تبسيط عملية معالجة المعادن. من الناحية المثالية ، يمكنك تركيز سلسلة الإنتاج بأكملها على جهاز واحد أو أكثر من نفس النوع. عند اختيار جهاز CNC ، يجب أن تفكر في دقة عمل الوحدات التنفيذية. النقطة الحرجة هي الدقة التي يتم بها إصلاح اللوحة الأمامية المستديرة ؛ أي انحراف منه من زاوية معينة غير مقبول. من أجل كفاءة تغيير الأداة ، يتم تمييز الآلات ذات الأبراج.















تم إرسال التعليق بنجاح.